Пожалуйста, введите свой адрес электронной почты, и мы ответим на ваше письмо.

Добро пожаловать на нашу современную линию по производству латунных или медных труб, где точное машиностроение сочетается с передовыми технологиями для изготовления медных труб высочайшего качества. Уделяя особое внимание эффективности и надежности, наш передовой производственный процесс обеспечивает постоянное совершенство, удовлетворяя разнообразные промышленные потребности с точностью и надежностью.
Свяжитесь с намиМашина для вытягивания труб
Описание продукта
Процесс производства латунных и медных труб
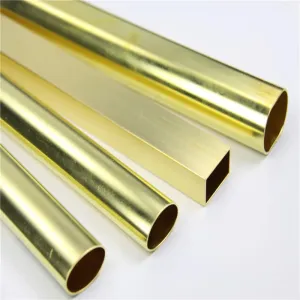
Медные трубы делятся на две основные серии: латунные трубы и медные трубы. Процесс производства медной трубной заготовки включает три метода: непрерывную горизонтальную разливку, разливку вверх и разливку медных слитков с последующей экструзией.
Для медных труб сырьем для фиолетовых медных труб может быть либо катодная электролитическая медь, либо переработанный медный лом. Они подвергаются процессам плавки, изоляции, непрерывного литья для получения заготовок, а затем приступают к процессу прокатки, волочения, отжига, повторного волочения и намотки (или прямой трубы).
Для латунных труб сырьем могут служить катодные электролитические медные пластины с цинковыми слитками или переработанный медный лом. После плавки (с корректировкой состава) и испытаний на соответствие стандартам материалы поступают на изоляцию, непрерывную разливку с получением заготовок, а затем подвергаются прокатке (нагреву экструзионного формования), волочению, отжигу, травлению (удалению поверхностной оксидной пленки), повторной вытяжке, и, наконец, выпрямление для получения готового продукта.
Информация о линиях по производству латунных и медных труб
Линии по производству медных труб и линии по производству латунных труб имеют как общие черты, так и явные различия из-за уникальных характеристик используемых материалов.
Сходства:
Подготовка материала: Оба процесса начинаются с нагрева медных или латунных заготовок, чтобы сделать их ковкими.
Литье: расплавленный материал отливается в цилиндрические формы, образуя основную структуру трубы.
Экструзия: оба типа труб подвергаются экструзии, при которой заготовки проталкиваются через матрицу для достижения желаемого диаметра трубы.
Чертеж: для уточнения размеров трубы используются несколько этапов чертежа, что обеспечивает точность диаметра и толщины стенки.
Отжиг: трубы отжигаются для снятия внутренних напряжений, что повышает пластичность и прочность.
Резка и отделка: Оба процесса включают резку труб до необходимой длины и обработку поверхности.
Отличия:
Состав материала: Медные трубы изготавливаются из чистой меди, а латунные трубы представляют собой сплав меди и цинка, что влияет на их механические свойства и технологию обработки.
Термическая обработка: Конкретные температуры и время отжига различаются, что отражает различные термические свойства меди и латуни.
Химическая обработка: латунные трубы часто требуют дополнительной химической обработки для предотвращения обесцинкования и повышения коррозионной стойкости, тогда как медь естественным образом более эффективно противостоит коррозии.
Корректировки конечного использования: латунные трубы могут подвергаться дополнительным процессам, таким как покрытие или гальваника, для повышения эстетической привлекательности и защиты, предназначенных для конкретных применений, таких как сантехника или декоративные элементы.
Понимание этих сходств и различий обеспечивает эффективное производство высококачественных труб, адаптированных к их использованию в различных отраслях промышленности.
Параметр спецификации
Линия по производству медных труб 50-100 тонн
Конфигурация эталонного оборудования проекта
| Печь | Разливная печь | Сервоприводная машина непрерывного литья заготовок | Автомат для резки | Гидравлическая диспергирующая машина двойного действия | Отопительная печь |
| 75Kw | 75Kw | 4 Kw
Одиночный бар |
Одиночный бар | 1000T | Натуральный газ |
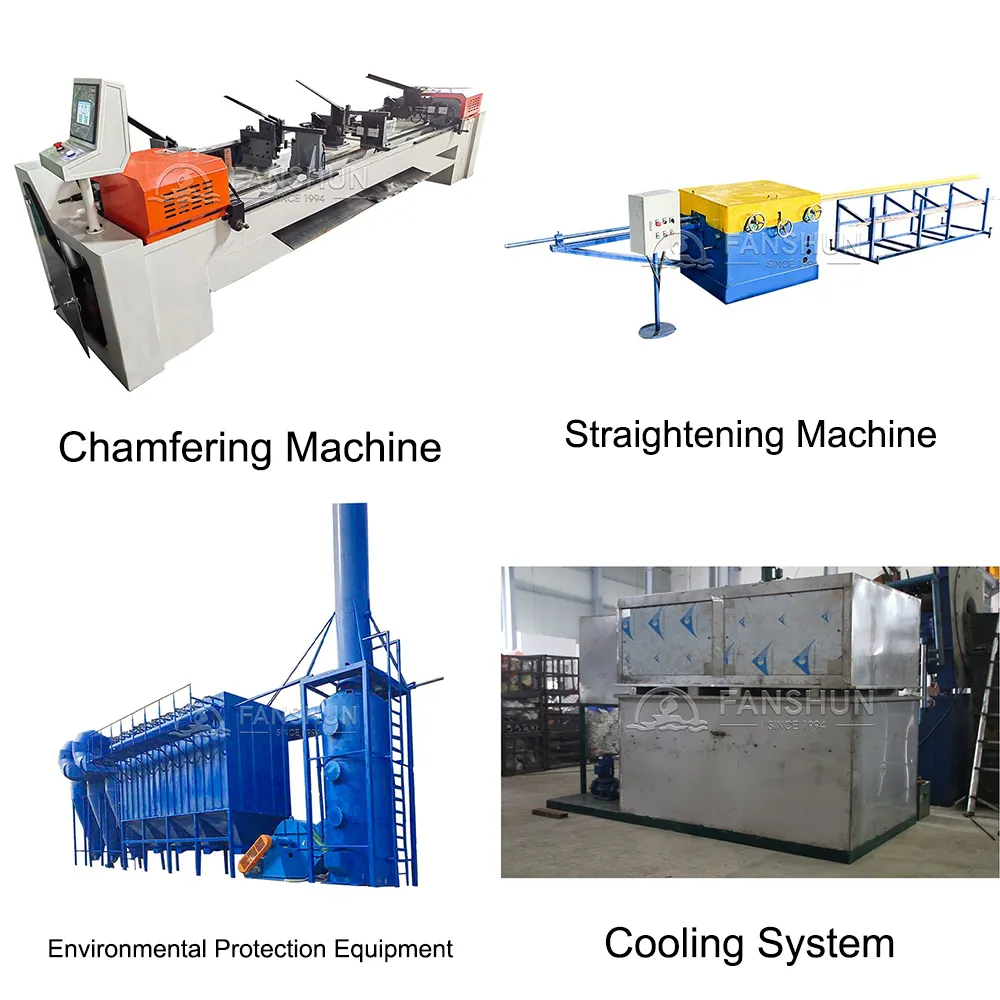
| Стан холодной прокатки туда и обратно | Машина для волочения медных труб | Машина для снятия фаски | Выпрямляющая машина | Оборудование для защиты окружающей среды | Система охлаждения |
| √ | 10T 12m
1 единица |
√ | √ | 144# | Том:30T
Хранение воды:10T |
Линия по производству медных труб 100-200 тонн
Конфигурация эталонного оборудования проекта
| Furnace | Разливная печь | Сервоприводная машина непрерывного литья заготовок | Автомат для резки | Гидравлическая диспергирующая машина двойного действия | Отопительная печь |
| 120Kw | 75Kw | 5.5 Kw
Двойные Бары |
Двойные Бары | 1250T | Натуральный газ |
| Стан холодной прокатки туда и обратно | Машина для волочения медных труб | Машина для снятия фаски | Выпрямляющая машина | Оборудование для защиты окружающей среды | Система охлаждения |
| √ | 2 единицы | √ | √ | 230# | Том:50T
Хранение воды:20T |
Линия по производству медных труб 300-500 тонн
Конфигурация эталонного оборудования проекта
| Furnace | Разливная печь | Сервоприводная машина непрерывного литья заготовок | Автомат для резки | Гидравлическая диспергирующая машина двойного действия | Отопительная печь |
| 120Kw+120Kw | 120Kw | 75 Kw
Три Бара |
Три Бара | 1500T | Натуральный газ |
| Стан холодной прокатки туда и обратно | Машина для волочения медных труб | Машина для снятия фаски | Выпрямляющая машина | Оборудование для защиты окружающей среды | Система охлаждения |
| √ | 5T 12m
3 единицы |
√ | √ | 300# | Том:80T
Хранение воды:30T |
Предварительный просмотр 3D-анимации
 Справочник по конфигурации оборудования:ПечьГидравлическая диспергирующая машина двойного действия、、Разливная печь、Машина непрерывного литья с сервоприводом、Автомат для резки、Отопительная печь、Стан холодной прокатки туда и обратно、Машина для волочения медных труб、Машина для снятия фаски、Выпрямляющая машина、Оборудование для защиты окружающей среды、Система охлаждения.
Справочник по конфигурации оборудования:ПечьГидравлическая диспергирующая машина двойного действия、、Разливная печь、Машина непрерывного литья с сервоприводом、Автомат для резки、Отопительная печь、Стан холодной прокатки туда и обратно、Машина для волочения медных труб、Машина для снятия фаски、Выпрямляющая машина、Оборудование для защиты окружающей среды、Система охлаждения.